
Calibrazione Flusso
Indice

Ora che il nostro estrusore è calibrato a dovere non resta che calcolare un corretto valore per il nostro flusso (o flow rate).
Anche se gli step/mm sono consoni per l’estrusore, ciò non significa che la stampante avrà uno spessore del tratto pari al diametro dell’ugello.

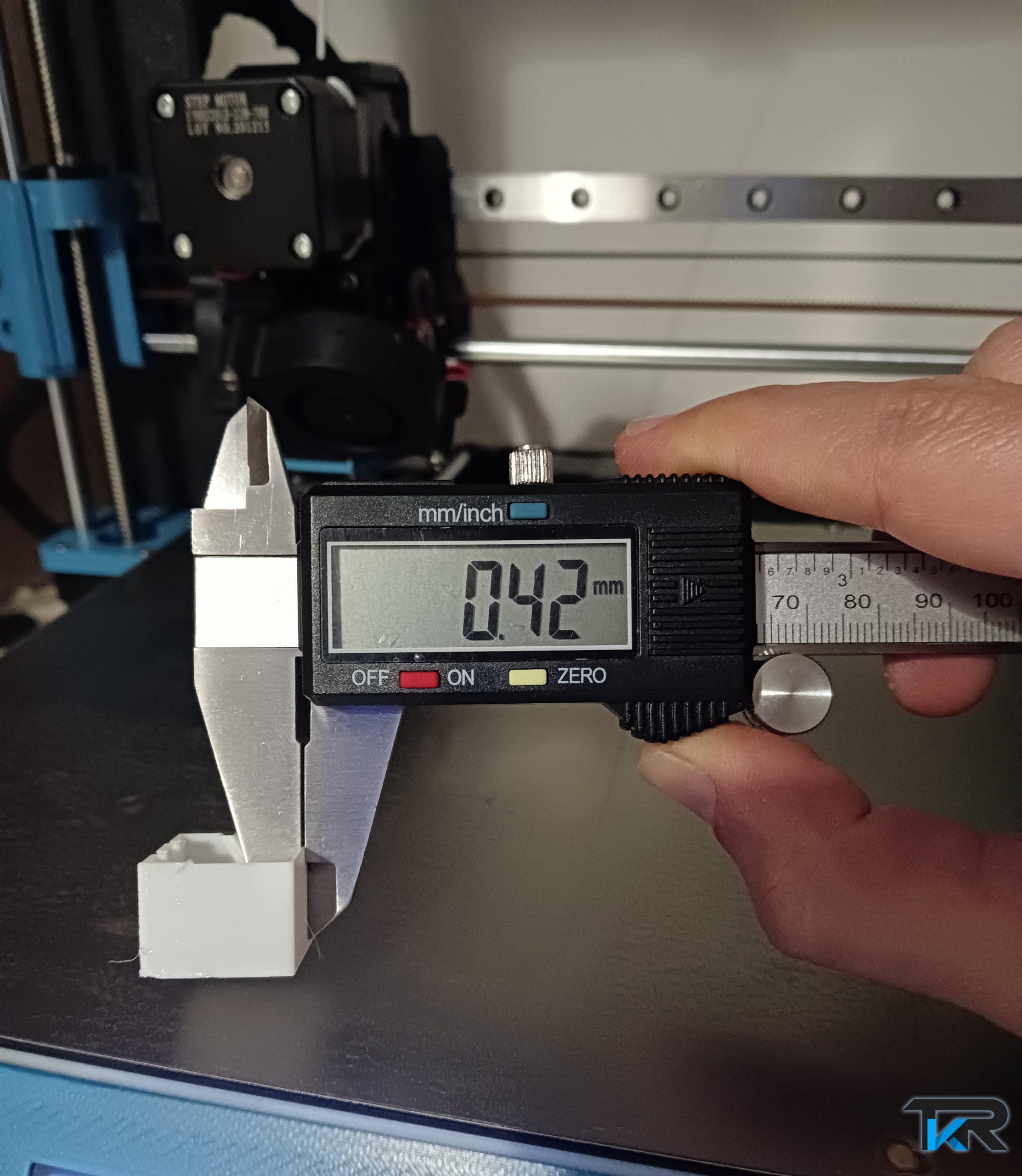
Va specificato che con gli ugelli di tipo V6, come quello nell’immagine, è normale ottenere un tratto maggiore al diametro dell’ugello, dato che la forma stessa di quest’ultimo tenderà a schiacciare leggermente il filo. Pertanto stampare con un tratto di 0.42 o 0.44 con un ugello V6 da 0.4 è abbastanza normale ed anzi è consigliabile quindi impostare un valore leggermente più elevato del diametro dell’ugello sin nello slicer.
Per effettuare una valutazione del flusso stamperemo un cubo di calibrazione vuoto, con riempimento a 0 e con una sola parete. Non stamperemo il cubo per intero, ma lo lasceremo volutamente aperto in modo da poter misurare la parete con il calibro.
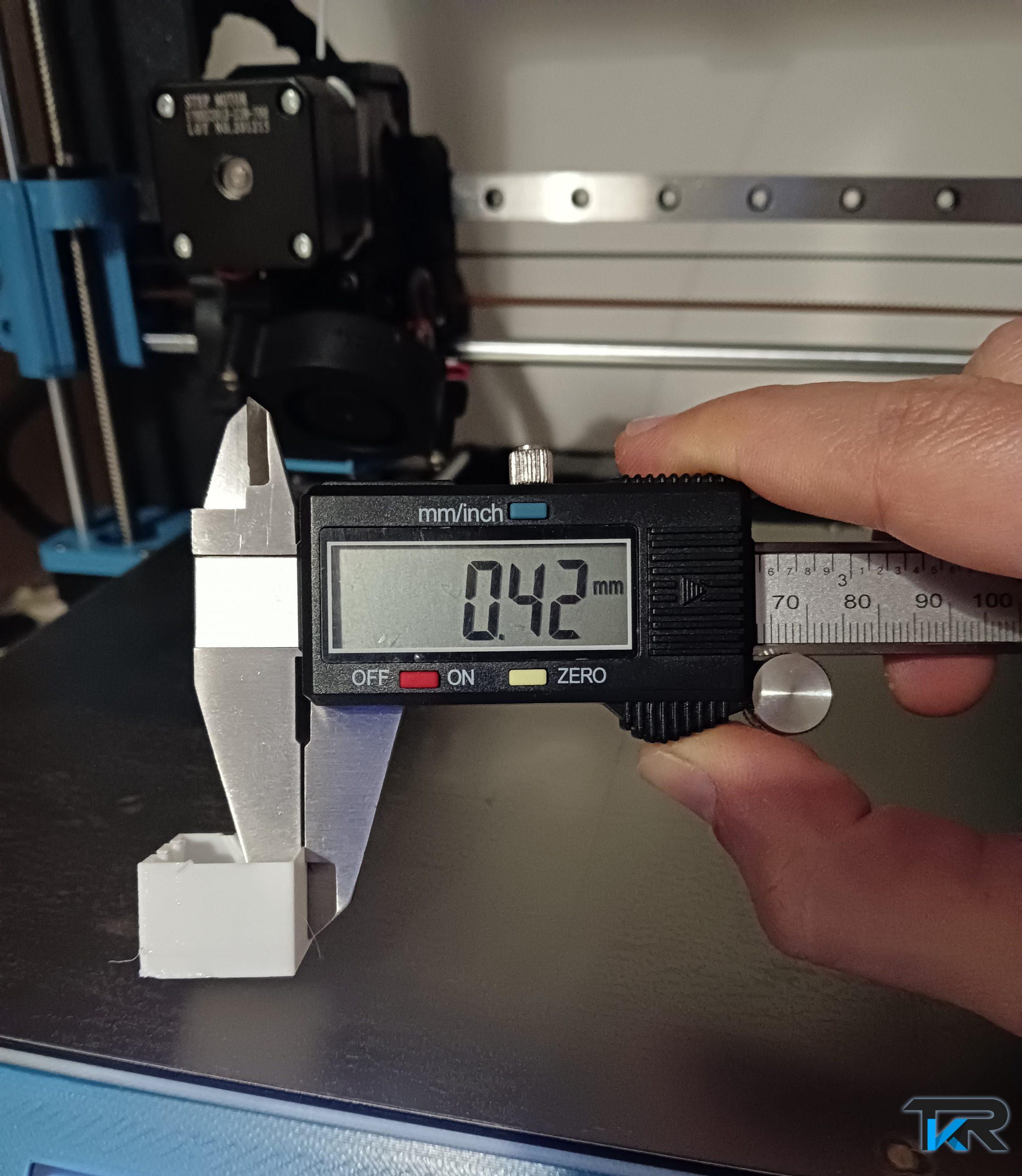
Nella foto il flusso è corretto, perché è già stato calibrato, ma non sempre si sarà così fortunati. Ipotizziamo di trovare uno spessore della parete di 0.48, mentre noi volevamo ottenere uno 0.44, ciò significa che la nostra stampante estrude troppo filamento, producendo pareti più spesse di quel che lo slicer ed il gcode vorrebbero. Ciò può causare diversi problemi dovuti ad una conseguente incongruenza dimensionale, come ad esempio incastri che non si comportano come dovrebbero, dadi m3 o m4 che non entrano nelle loro sedi e via discorrendo.
Per ottenere un valore congruente (a meno di una piccola tolleranza inevitabile) a quello impostato nello slicer, si applicherà una formula del tutto simile a quella usata per gli step/mm.
Nel nostro esempio 0.44 (valore nominale) / 0.48 (valore misurato) e moltiplicheremo il risultato per il valore del flusso attualmente in uso, solitamente 100. Continuando con i numeri dell’esempio, otterremo dalla divisione 0.9167 che moltiplicato per 100 ci darà 91.67.
Non resta che impostare nello slicer un valore per il flusso di 91.67, oppure aggiungere al Gcode iniziale M221 S91.67 ed avremo terminato.
Solitamente è consigliabile ripetere la procedura e verificare di aver conseguito il risultato sperato.
Non ci resta che concludere qui il nostro primo capitolo sulle calibrazioni della stampante ed aspettare il prossimo.