

Prova sul campo
Indice

Ma in sostanza, questa Flsun SR come stampa? È giunto il momento di vederla all’opera.
Calibrazione
Il cubo di calibrazione ha dato i seguenti valori : 20.01 per X, 20.00 per Y e 20.04 per Z. L’SR ha mostrato una buona precisione dimensionale out of the box.
Va tenuto presente che nel caso di stampanti di tipo delta, per la calibrazione non vanno modificati gli step per mm, così come succede sulle cartesiane, ma è una procedura più complessa che prevede la modifica di alcuni parametri, come il delta diagonal rod (su Marlin). Si tratta di una procedura che probabilmente tratteremo in un articolo dedicato.
L’estrusore ha un valore di step per mm di 410, che nel nostro caso ha richiesto di esser modificato a 419. Si tratta di una piccola variazione ed il valore originale non causa grosse problematiche di sottoeustrusione. In ogni caso, come per ogni altra stampante, consigliamo caldamente la calibrazione degli step per mm dell’estrusore e la calibrazione del flow rate, prima di iniziare a stampare, in modo da avere una migliore precisione dimensionale. A tal proposito abbiamo già scritto una guida, che si può consultare QUI.
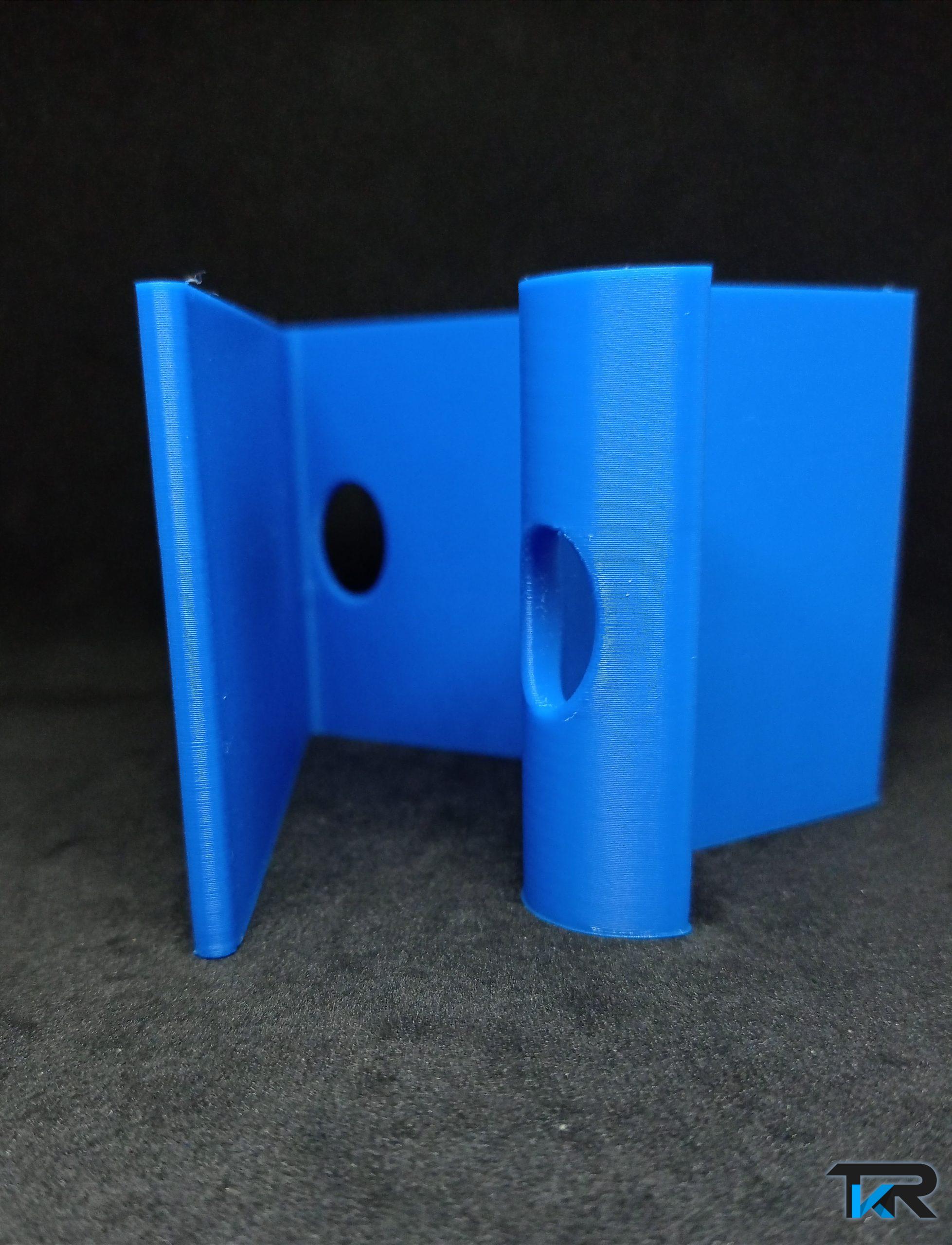
Cooling & fan duct
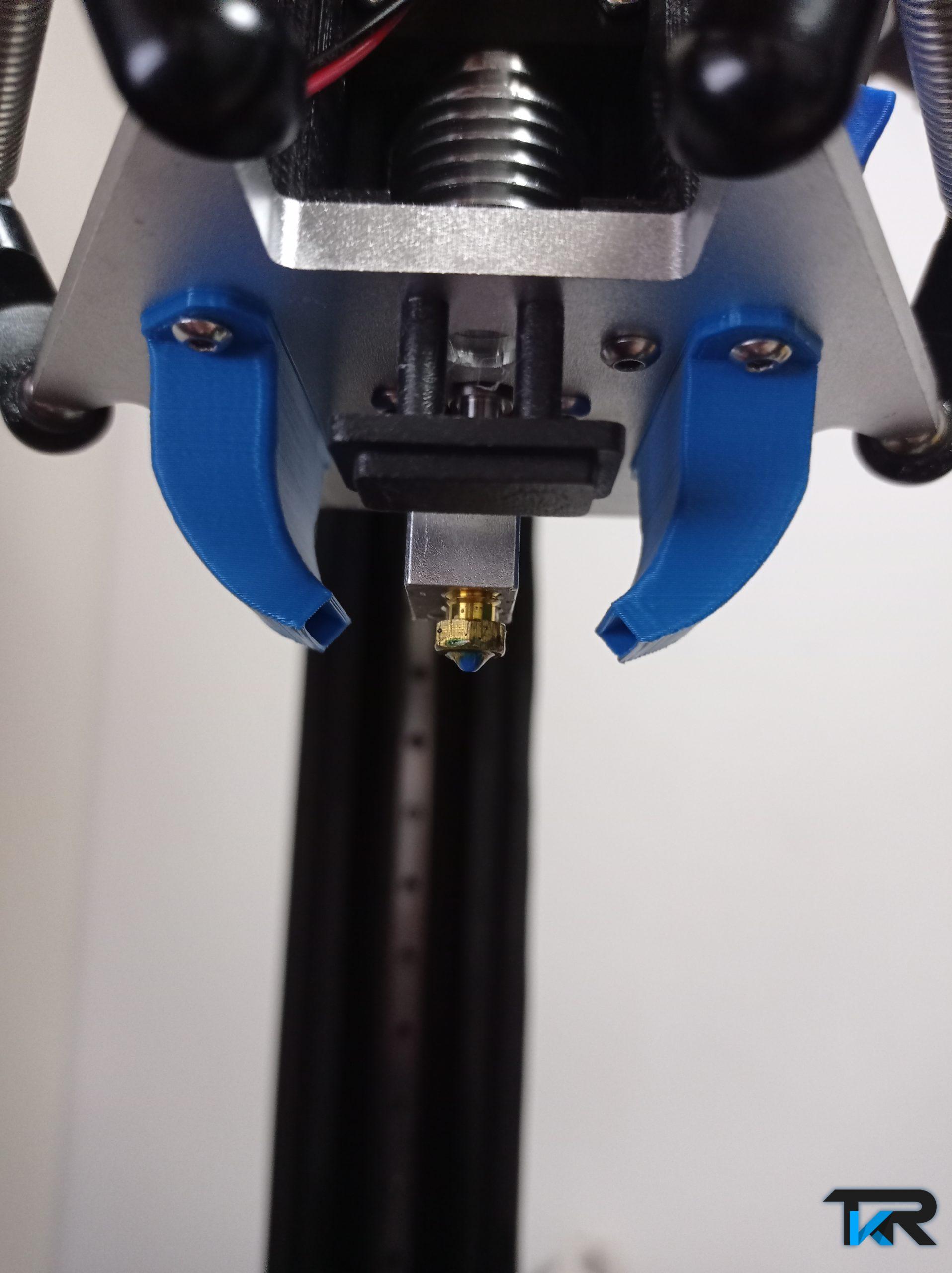
Sin dall’assemblaggio i convogliatori d’aria per il raffreddamento del materiale non ci hanno convinto. Attivando le ventole si scopre infatti con estrema facilità che il flusso d’aria colpisce l’ugello e non la parte sottostante in modo preciso. In realtà non si tratta dei peggiori fan duct che abbiamo avuto modo di vedere in una stampante, anzi, la presenza di due ventole, anche se 4010, riesce a dare un cooling accettabile. Tuttavia indirizzare aria direttamente sull’ugello è un errore, anche perché si tratta di un punto che non va raffreddato, cosa che impegna maggiormente la cartuccia al fine di mantenere l’ugello alla giusta temperatura che chiaramente subisce delle piccole oscillazioni (in parte arginabili effettuando un autotune PID, ma è comunque un palliativo e non una soluzione).
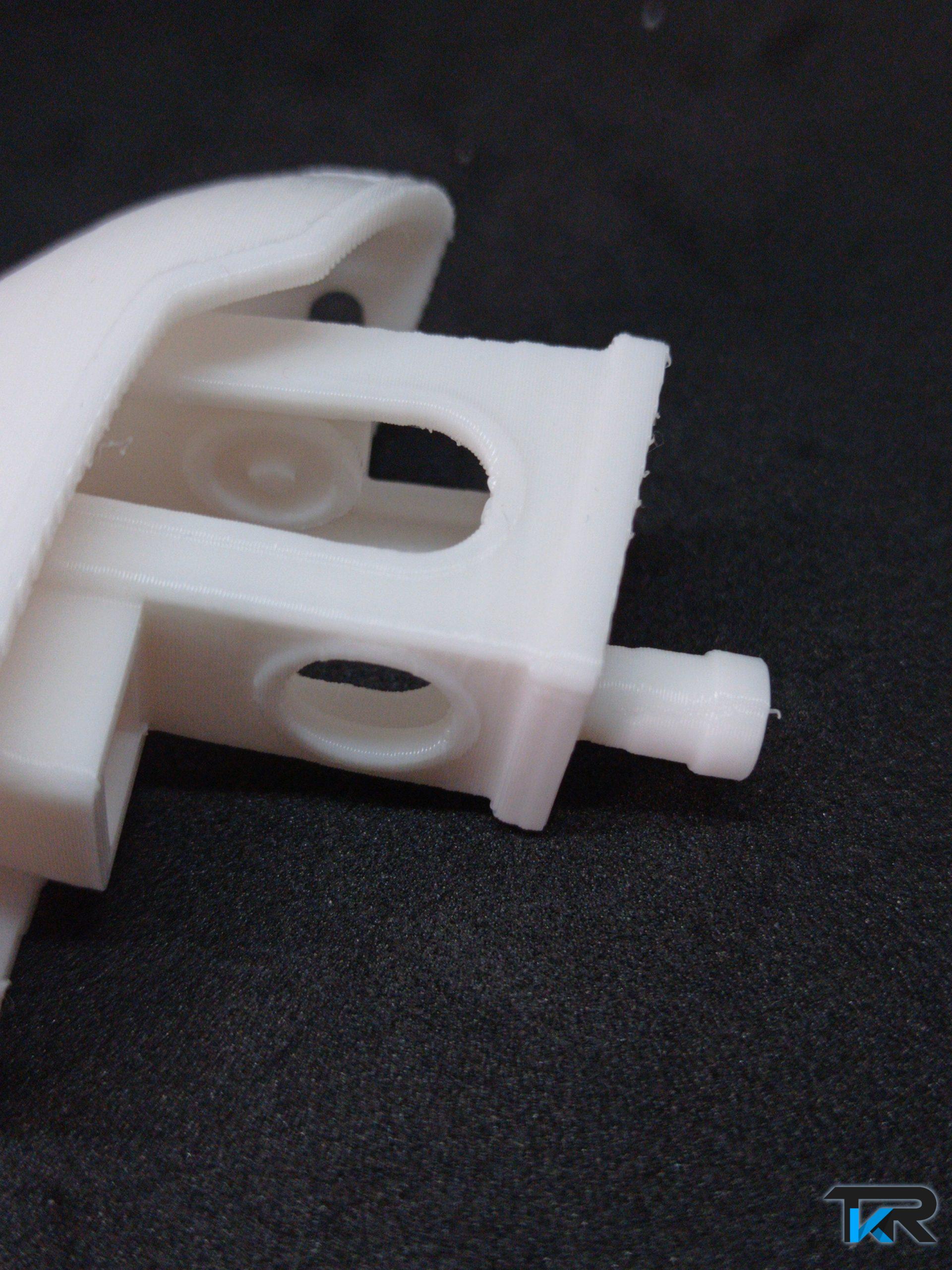
Abbiamo quindi deciso di applicare la prima mod, estremamente semplice da effettuare dato che si tratta di due piccoli stampabili e due viti per incastrare il pezzo.
Una volta applicata la modifica, abbiamo effettuato un benchmark specifico per gli overhang, sia con i convogliatori originali, che con quelli appena stampati.
Stock

Mod

Con questa modifica molto semplice abbiamo guadagnato cinque gradi sugli sbalzi. Infatti con il cooling originale abbiamo imprecisioni già a 60 gradi , che diventano palesi a 65 gradi, mentre con i nuovi convogliatori non abbiamo imprecisioni a 60 gradi e abbiamo imprecisioni meno evidenti a 65 gradi.
Benchy PLA



La nostra affezionata barchetta è stata stampata bene dalla SR. La pulizia generale è più che buona, gli sbalzi così come i piccoli ponti sono ottimi. Dobbiamo anche considerare che è stata stampata a layer di 0.2 ed a velocità abbastanza elevate, ovvero 100mms per le pareti interne, 90mms per le pareti esterne, 150mms per il riempimento con accellerazione di 4000 per tutto, esclusi i movimenti per cui abbiamo usato un valore di 8000. Si tratta quindi di un risultato indubbiamente buono, a parte un piccolo difetto che, non siamo riusciti a spiegarci.
Nel cunicolo la SR ripete sempre il medesimo errore, pur rifacendo la stampa diverse volte e rieffettuando lo slicing. Cambiando slicer, usando ad esempio Prusa Slicer, il difetto diminuisce visibilmente ma non scompare del tutto. La cosa bizzarra è che si tratta di un piccolo difetto che non abbiamo riscontrato in nessuna altra stampa, anche su forme simili ed alla stessa altezza. Quindi, per quanto ci riguarda, resta un mistero.
Bathub Boat PLA
Dato il difetto sopra esposto e la voglia di stampare una barchetta che galleggi realmente (si, dobbiamo dirvelo, anche se si tratta di una dura verità, la benchy originale non galleggia), abbiamo stampato la bathub boat.


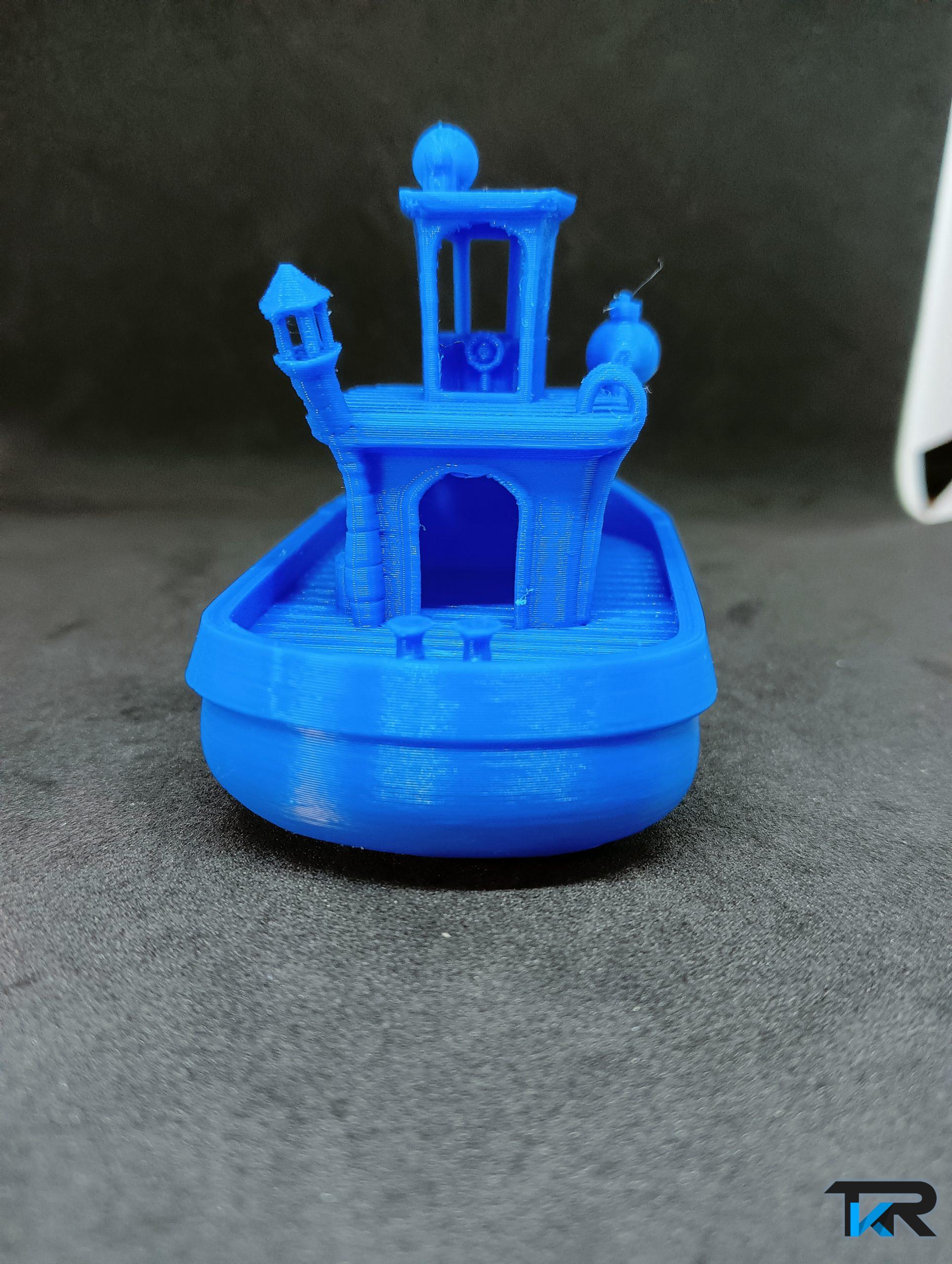
Abbiamo mantenuto le impostazioni usate per la benchy ed il risultato finale è davvero notevole. La pulizia è innegabile, persino nei piccoli dettagli (che ovviamente sono stati stampati più lentamente, impostando un valore di velocità inferiore per le pareti sottili). Il dettaglio che impressiona maggiormente, che con questa colorazione blu diventa più palese, è la quasi totale assenza di ghosting e ringing, anche utilizzando jerk a 22 e accelerazioni a 4000. Guardando i piccoli oblò e i cambi di direzione, abbiamo una pulizia eccezionale anche nelle texture della stampa. La solidità strutturale e l’utilizzo di cinghie da 10mm, danno un grosso contributo nei cambi di direzione e dunque in termini di ghosting e ringing. Considerando che la stampante utilizza Marlin e non ricorre a metodi di compensazione , come accelerometri abbinati a Klipper, è impressionante.
Creality dog PLA

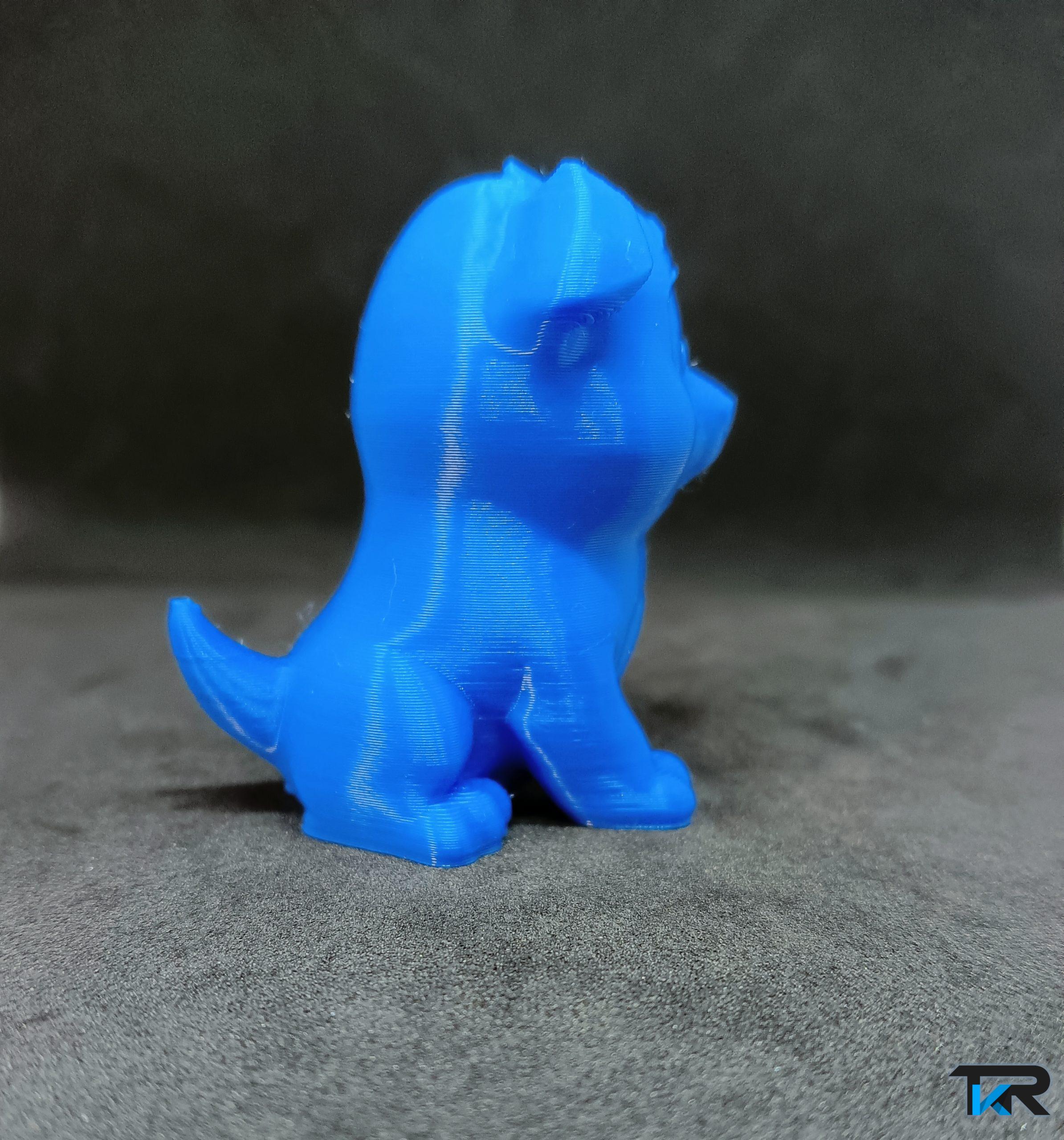

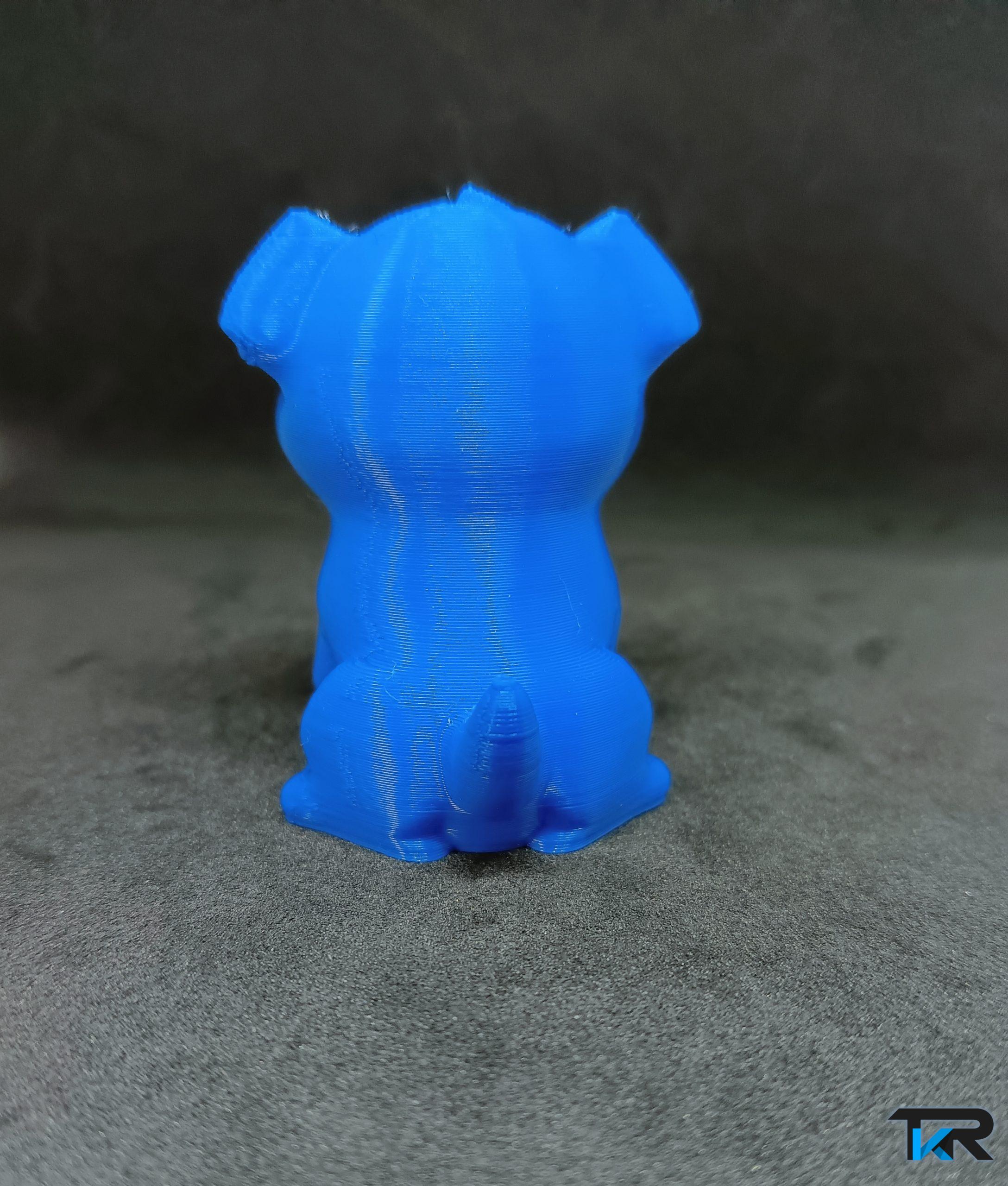
Abbiamo fatto questa ulteriore stampa in PLA, per un motivo ben preciso, volevamo un piccolo cane blu. Anche in questo caso si tratta di una stampa ben eseguita.
Phone stand PLA
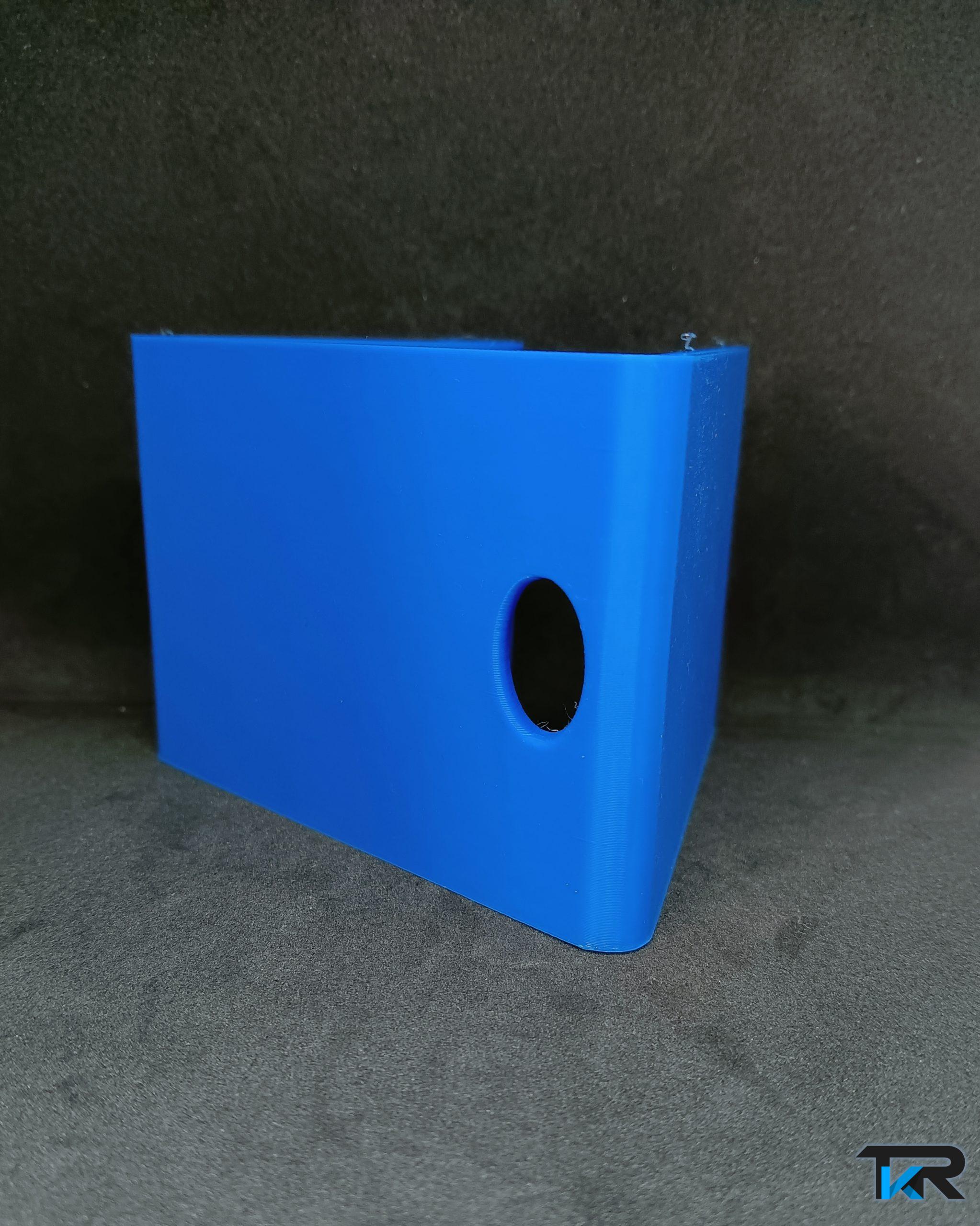
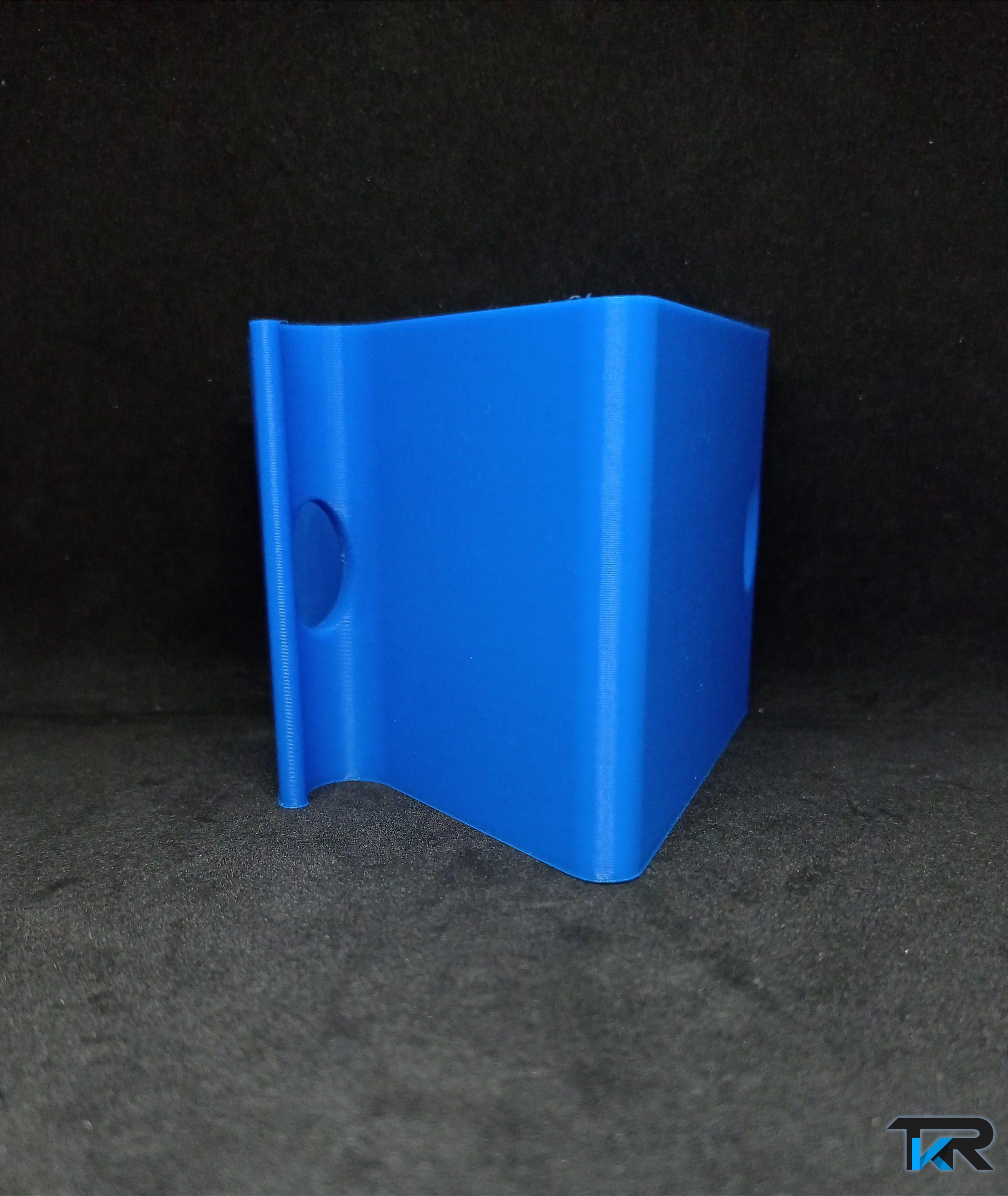
In questo caso abbiamo deciso di correre un po’ di più, dato che la figura presenta pareti più lunghe e forme sinuose. I valori utilizzati sono di 5000 per le accelerazioni , 24 per il jerk, 140mms per le pareti interne, 120mms per le pareti esterne e 180mms per il riempimento. Anche lo spessore dei layer è stato aumentato a 0.24.
Nel riempimento , cosa che purtroppo nella stampa non traspare, eravamo al limite ed il filamento iniziava ad uscire in modo non sempre preciso e con qualche incertezza di estrusione. Probabilmente è complice anche il filamento, dato che non si tratta di un PLA specificamente certificato per le alte velocità, ma va anche detto che con lo stesso filamento abbiamo stampato su mk3s con hotend dragon high flow anche a 200mms (ed è sicuramente proprio questo dettaglio a fare la differenza, dato che il dragon high flow è un hotend di categoria ben differente da quello utilizzato sulla SR).
Nel complesso la stampa è ottima, la pulizia nei layer, l’assenza di ringing e ghosting è lodevole.
Stringing test PETG
Si tratta di un test che i nostri lettori conoscono bene, un basic stringing test stampato in PETG. Stamparlo in PLA è un test sulla falsariga del “ti piace vincere facile” , effettuarlo in PETG è una storia differente, dato che il materiale è un amante delle ragnatele sparse per tutta la stampa.
Nonostante il bowden, che ha delle dimensioni non eccessivamente lunghe (come per la QQS Pro) grazie alla posizione strategica progettata per l’estrusore, il risultato ottenuto è accettabile e migliore di quanto ci aspettassimo.
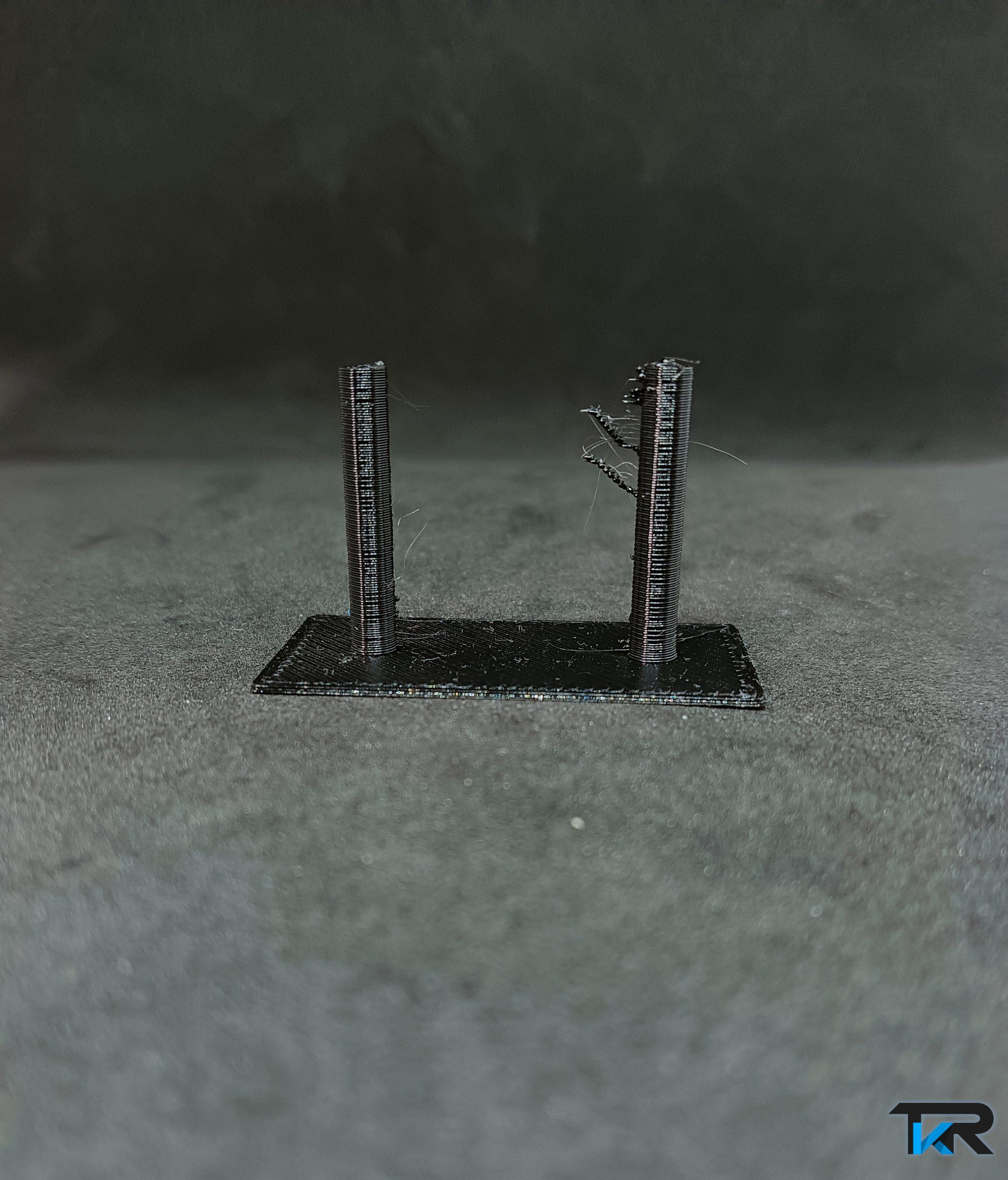
Stringing test TPU
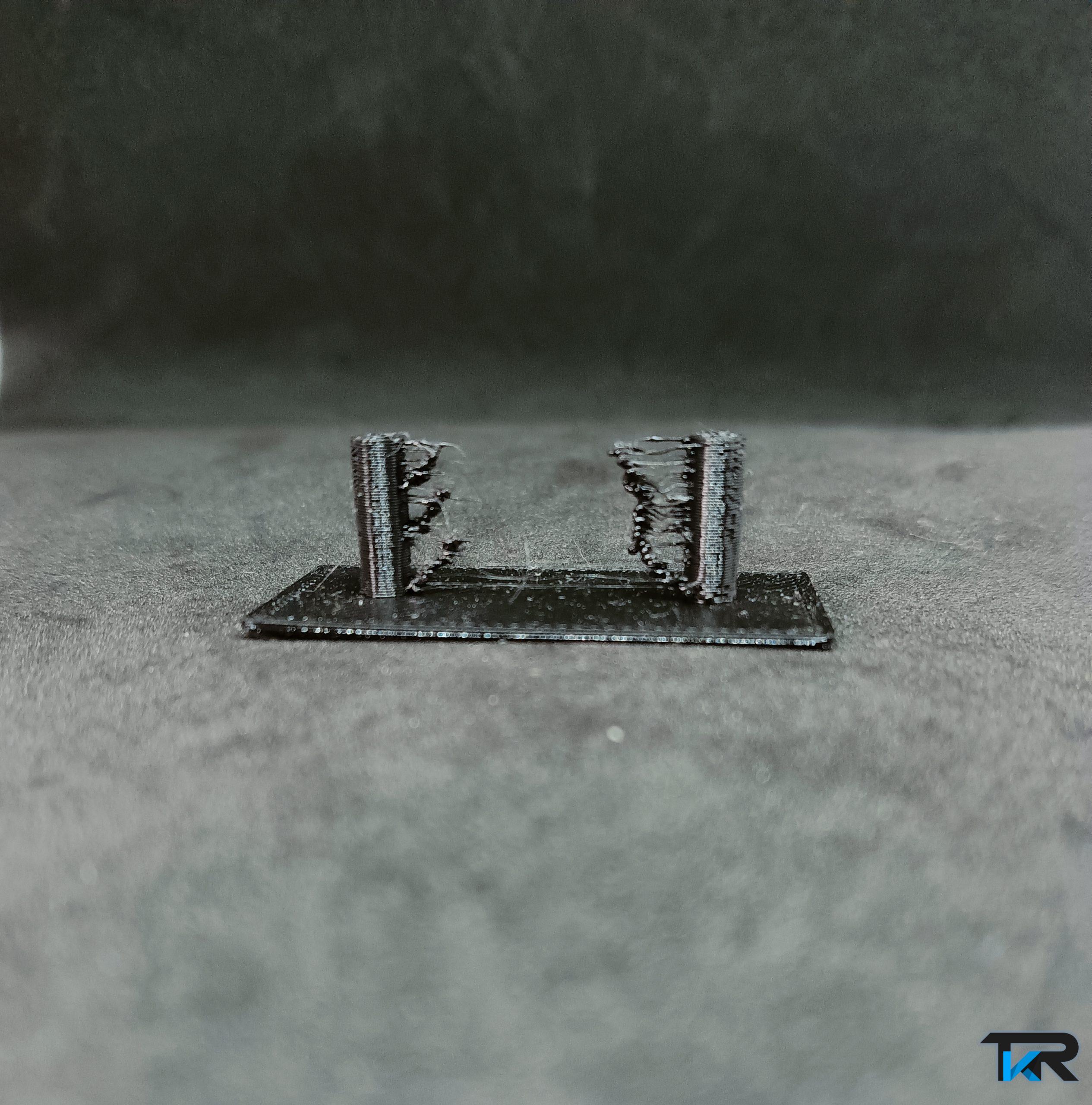
Questo è un test abbastanza cattivo, ne siamo coscienti, un basic stringing test con il TPU è al limite del sadismo. Non lo abbiamo completato perché il comportamento della stampante con questo materiale è abbastanza evidente. Si tratta di un TPU 90A, quindi più morbido dei 95A, che sono relativamente facili da affrontare. Lo scopo di questo test non è quello di voler essere particolarmente cattivi con questa ottima SR, quanto quello di sottolineare che con una stampante senza direct drive, stampare questi materiali può risultare complicato. Probabilmente stampando un singolo pezzo e senza troppi salti, con un TPU 95A, è possibile ottenere dei risultati accettabili, ma in situazioni più complesse, ci troviamo di fronte ad un limite. Questo dettaglio ci servirà quando andremo alle conclusioni e considerazioni finali sulla stampante.
ciao, sarebbe bello leggere un articolo per eventuali upgrade come avete fatto per la qqs pro. dato che ho diversi problemi e vorrei alzare la temperatura di stampa